
1. Co to jest?
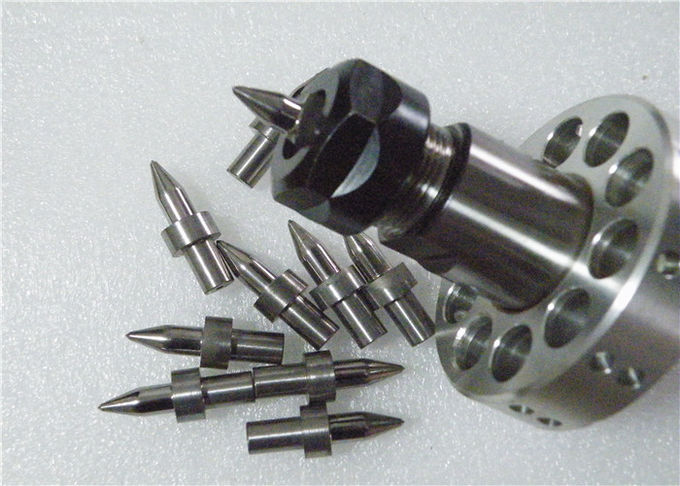
1.Hot technologii topienia wiercenia jest w blachy lub rury po raz ostatni z otworem i technologia tulei bez chipless obróbki, całkowicie zastąpić spawania, nitowania nakrętki w procesie obróbki cienkościennych.Hot stopić wiertło, przyjąć odporne na ścieranie, wysokie odporne na temperaturę materiały z węglików spiekanych.
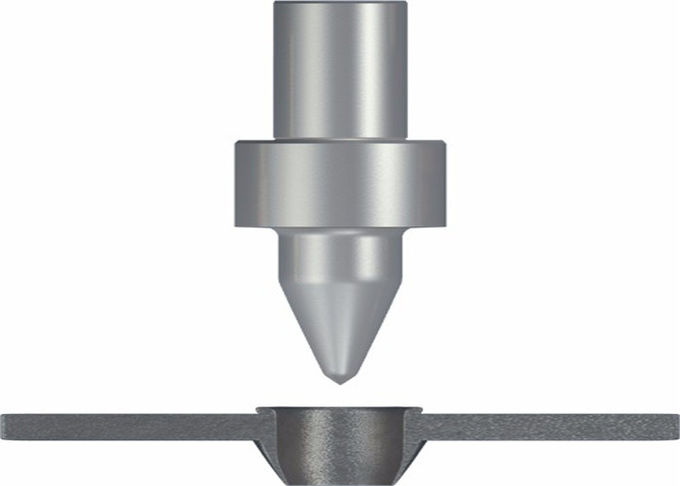
2.Główna technologia wiercenia w stopie znajduje się w blachach lub rurach po raz ostatni poza dziurą i technologia bezsprężynowej obróbki tulei, całkowicie zastępując spawanie, nakrętkę nitującą w procesie obróbki cienkościennych.Główny wytapiacz przyjmuje odporne na zużycie, odporne na wysokie temperatury materiały z węglików spiekanych. Gdy narzędzie tnące i kontakt z obrabianym przedmiotem, wysoka prędkość (1000 ~ 3500) i odpowiedni nacisk osiowy (posuw), tarcie między wiertłem a metalem, natychmiast w temperaturze 650 ° ~ 750 ° C. Metal w okolicach bitowego zmiękczania szybko, aby kontynuować osiowe naciski, ścisnąć szybko na obrabianym przedmiocie, powierzchnia jest trzy razy większa od grubości płyty początkowych wypukłych zestawów i tulei. Cały proces zajmuje tylko 2 do 6 sekund. gładka powierzchnia łącząca lub obróbka z otworem sfazowania, może wykorzystywać planarowy bit ostrożnościowy, z wycięciem na platformie wypukłej powierzchni przedmiotu. LINKA może być używana jako podpora łożyska, do celów spawalniczych z rozwidleniem gardzieli, może również gwintowanie, do połączeń gwintowych. Stopka do toczenia w kształcie, przetwarzanie nici, aby wytrzymać wyższe napięcie i skręcanie. Oryginalna technologia wiercenia bezodpryskowego nadaje się do przetwarzania zwykłej stali, stali nierdzewnej, aluminium, miedzi i innych różnych ma ciągliwość Materiał obrabiany może być również galwanicznie obrabiany. Może być stosowany do ręcznego wiertarki stołowej lub CNC obrabiarki sterowanej numerycznie, wymaganej mocy 1,5 ~ 3,5 kW, prędkości wrzeciona 1000 ~ 3500 obr / min. Zgodnie z otworem obróbczym, materiałem i grubość różnych elementów, wybór parametrów cięcia jest również inny. Zalety: wysoka wydajność, oszczędność, oszczędność materiału i obróbka obrabianego przedmiotu piękniejsza
2. Zalety:
1. Brak wióra, nitka może wytrzymać napięcie i skręcanie
2. Obróbka bez wiórów bez konieczności usuwania odpadów.
3. Na wypukłej precyzji formowania jest wysoka.
4. Nadaje się do różnych maszyn gwintujących.
5. Wysoka prędkość, długa żywotność i wzrost produkcji.
6. Nadaje się do różnych materiałów może topić otwór
3. Zastosuj się do następujących sytuacji:
1. Aby wydłużyć gwint
2.Spawalnia, wielowarstwowy wymiennik ciepła
3. Uchwyty do uchwytów
4. Konstrukcja ze stali nierdzewnej lub połączenie śrubowe do mebli metalowych
4.Aplikacja aplikacyjna:
1. Przemysł samochodowy
2. Przemysł rowerowy
3. Meble ze stali nierdzewnej
4.Aeronautyka i astronautyka
5. Centralne ogrzewanie
6. Przemysł oświetleniowy
7.Maszyny budowlane i metal
8. Przemysł powlekania elektrolitycznego
5.Hot drill guide do wyboru i zakupu
1. Zgodnie z potrzebą przewiercenia grubości przedmiotu, istnieją dwa rodzaje specyfikacji długości wiercenia na gorąco:
2. Krótka wiertarka: stosowana do penetracji grubości przedmiotu obrabianego w 0,8 mm - 3 mm
3.Drill: używany do penetracji grubości przedmiotu obrabianego jest większy niż 3 mm do 12 mm
4. Zgodnie z wymaganiami przedmiotu obrabianego po wierceniu na gorąco przez wiercenie na gorąco, istnieją dwie specyfikacje:
5.Standardowe wiercenie na gorąco, wiercenie na gorąco przez artefakty tulei wykładzinowych w celu rozciągania na powierzchni w celu utworzenia pierścienia wypukłego w tym samym czasie
6. Głęboka wiercenie otworu w jamie ustnej, wiercenie na gorąco przez artefakty tulei wykładzinowych w celu formowania przez rozciąganie powoduje jednoczesne cięcie pierścienia wypukłego obrabianej powierzchni, gładkość powierzchni
7. Wiertło ze stali nierdzewnej, otwór gwintowany M8 lub większy, średnica wiercenia na gorąco 0,1 mm i większa niższa prędkość wiercenia 10-20% metali nieżelaznych, zwiększyć szybkość wiercenia o 50%

 Twoja wiadomość musi mieć od 20 do 3000 znaków!
Twoja wiadomość musi mieć od 20 do 3000 znaków!